咨询服务热线
 咨询电话:159-1011-1013
咨询电话:159-1011-1013
 159-1011-1013
159-1011-1013
 潍坊市东致环保设备有限公司
潍坊市东致环保设备有限公司
 山东省潍坊经济开发区长松路与清源街交叉口北100米
山东省潍坊经济开发区长松路与清源街交叉口北100米
 2021-8-26
2021-8-26
 3816
3816
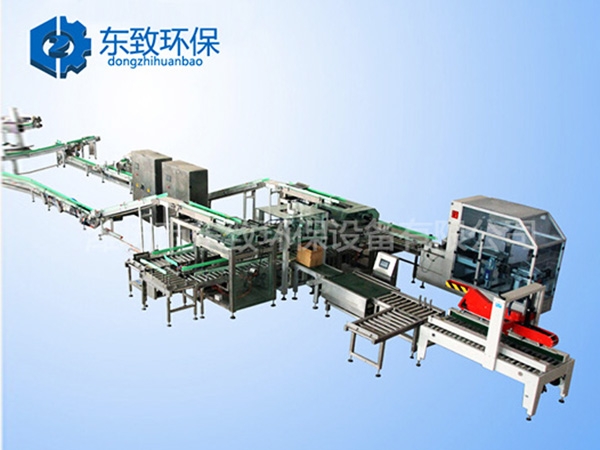
工艺流程
1.总体:外包装→外袋上自动喷码→喷码检测(喷码质量)→自动装箱→纸箱自动喷码→重量拣选→自动码垛→叉车输送入库。
2.具体:自动喷码设备连接在外包包装成品输送线上,人工对外袋包装效果进行检测,检测合格的产品传输至在线喷码机进行喷码(1级码)→人工对外袋包装喷码进行检测,剔除漏喷、错喷、位错等不合格产品,在线扫描喷码合格的产品,每扫描60袋(数量可修改)自动生成整箱条形码(2级码)→纸箱在线喷码→喷码检测、重量检测→合格品纸箱条形码自动扫描,每100箱(数量可修改)为一单位,自动匹配托盘编码(打印一维码粘贴托盘上,堆栈货物时,需提前进行编码扫描)、→输送至自动码垛处根据用户需求进行自动码垛→托盘货物经叉车完成入库/出库(产品入库/出库有两种随机情况,整托盘数/非整托盘数)。
各组成设备功能性能说明
自动开箱成形机
功能:一次完成纸箱吸箱、开箱、成型、折底、封底等包装工序。采用立式储存纸板方式,并可随时补充纸箱板,不需停机。
特点:
适用于多种尺寸的纸箱自动开箱封底,如需变换纸箱规格,手动调节即可,所需时间1-2分钟;
开箱机可单机作业,也可与自动化包装流水线配套使用。
性能稳定、品质可靠、适用性强、包装效率高、使用寿命长;机件性能耐用,结构设计严密,运转过程无振动,运转稳定可靠;
自动化程度高:自动开箱、自动折合下盖、自动密封下底胶带,机器采用PLC+显示屏控制,大大方便操作。
防护设计:配装dao片防护装置,避免操作时意外刺伤,安全生产。
技术参数:
开箱能力:10-12箱/分钟
纸箱暂存量:100pcs(1000mm)
纸箱尺寸:L: 200-500 W:150-350 H:100-340mm
机械尺寸:L2000×W1900×H1450mm
胶带尺寸:48、60、72mm
辊筒输送线
功能:自动完成空箱检测、空箱输送(包括转向输送)、空箱定位、实箱输送(包括转向输送)、定位振动压实、送往自动封箱。
自动装箱机
1、功能:自动完成料包的自动输送、自动给包、自动计数、自动排列、自动充填装箱。
2、工作原理:物料首先输送到高速运行的伸缩皮带上面,当光电检测到物料时,自动送包机构按照设定的排列方式将料包送到1级暂存机构上面,至设定数量后,1级暂存舱门打开,物料落在二级暂存机构上面。根据排列的需要,摆动气缸工作使物料落入纸箱内,形成不同的排列形式。纸箱装满以后被输送到压实机构。压实机构将箱内松散的物料压紧震实,纸箱行至输送机的末端时纸箱变向机构将纸箱送到重量选别机上。
3、技术特点:
(1)中/英文人机界面,操作简便直观;
(2)由伺服电机控制送包,定位准确,物料排列整齐;
(3)两段式机架方便搬运调试,清理方便、干净;
(4)纸箱定位输送机通过两个方向夹紧纸箱,定位准确;
(5)内袋尺寸范围适应广泛,一般情况不大于纸箱的内袋都能装进纸箱;
(6)输送机上的震实机构将松散的物料震实,同时有下压机构,避免出现物料高于纸箱引起封箱不平整的情况。
自动折盖封箱机
1、功能:自动折盖、自动封箱盖。
(1)可根据纸箱规格,手工方便调节宽度及高度。
(2)可采用即贴胶带,容易调整,经济快速,封箱效果平整、规范、美观。
2、技术参数:
适用纸箱:L150-800 * W150-400 * H240-600mm
封箱速度: 0-20箱/分钟
胶带宽度: 48mm, 60mm ,72mm
电气控制系统
自动控制整个装箱机组的动作,保证系统能够在满足装箱速度和装箱合格率的情形下稳定运行。
自动码垛系统
料箱转向输送机:按照物流输送的要求,将料箱转向后送到动力辊道输送机上。
动力辊道料箱输送机:将料箱送往码垛机器人的工作工位。
托板输送:与买方商定后,本线暂定为采用人工放托盘。
ABB码垛机器人
设备特点:码垛机器人系统是自动化物流中的重要设备,它根据预定的物流流程,在软件系统的控制下自动将所要搬运的物体搬运到托盘上进行码垛。ABB的IRB 460码垛机器人为瑞典进口,常运用于各类箱体物品的码垛物流线上。其特点是工作域大,速度非常快;配套ABBRickmaster5软件,可以帮助客户对多种垛型进行快速调试和编程;机器人示教器显示语言为英文和中文;防护等级为IP67;机器人控制柜防护等级为IP54;有可靠的安全系统,当有人进入机器人工作区域,机器人会立刻停止工作;还可以配置远程控制功能,由ABB专业人员通过网络对机器人进行维护;并符合一系列的国际安全标准。
夹板式抓手
(1)设备特点:夹板式抓手主要由不锈钢焊接夹板、气动元件、安装支架和真空管路系统等部分组成,通过光电检测和PLC控制来抓取物品。
(2)技术参数:抓取能力1-2箱/次
电器控制系统
1.电气设计安全可靠,操作方便,易于维护,安装符合国家相应标准;
2.控制柜采用国家标准控制柜,输送线采用独立供电电源,控制柜内器件布置合理,走线整齐美观,导线和器件连接可靠,线号清楚,并与图纸相符;
3.输送线现场电气配线采用多芯电缆穿管式标准线槽铺设;
4.所有电气设备及控制柜可靠接地;
5.所有电器控制元件如:空开、继电器、按扭等均国内知名品牌。
6.按钮开关,指示灯,继电器等低压电器元件统一采用国内知名品牌。
7.电源分配:电源总开关操作手柄设置在控制柜外侧面,电源开关旁粘警示牌。
8.所有电源须考虑相关容量,留取30%的裕量.
9.系统采用人机界面控制,分为入库模式和出库模式两种,同时具备堵塞报警功能。
外袋喷码、采集系统
1.喷码检测输送机(含喷码料包定位机构):
(1)提供外袋喷码,以及人工检查喷码质量的工位。
(2)设计喷码料包定位机构,料包端正后喷码,提高喷码质量。
2.Makem-jmaje 9232小字符喷码机:有通讯口,信息反馈快,能喷条形码(随机码以条形码的形式,由工控机发送到喷码机)。
3.条形码采集机(含读码料包定位机构):
(1)由读码器对于检查合格后的外袋在线扫描,每扫描60袋,系统自动生成整箱条形码。
(2)设计读码料包定位机构,将料包端正后读码,使读码有效。
(3)读码不成功的,自动在线排出。
纸箱喷码、采集系统
1、配2台Makem-jmaje 9030双喷嘴的喷码机,可喷条形码,因为选用双喷嘴,字高可以达到20mm。
2、条形码采集机(含读码纸箱定位机构):设计读码纸箱定位机构,执行端正后读码,使读码有效。
3、料箱喷码辊道输送机2台,提供纸箱转向90度的4个不同侧面的喷码工位。
防窜货系统、出库系统
1、防窜货系统设计要点包括:
(1)其核心为赋码采集数据关联软件系统(包含工控机、赋码关联软件),由1台工控机实现与各喷码机的通讯,外袋的随机码、纸箱的追溯码,均由电脑自动生成,由电脑编辑、发送到喷码机控制器,小袋喷码与纸箱条形码信息关联。
(2)外袋的随机码、纸箱的追溯码,其形式为条形码,可读取与查询。
(3)产品信息、生产批次,包括生产线的编号,均可按买方要求设置为中文、英文或是数字、符号。生产日期为实时时间,精到秒。以上为随机码之外的外袋喷码信息。可以与条形码喷在一行。
(4)每60合格包(数量可修改)为一单位,扫描后自动生成纸箱的追溯码,其形式为条形码,喷印在纸箱的4个侧面。
(5)纸箱条形码读取后,进入工控机,采集100个箱码后生成跺码,由标签打印机打印出跺码条码。
(6)工控机的信息,可以连接工厂管理系统,实现通讯,数据共享。
2、出库系统
设计要点包括:
(1)单独安装于库房内,由1台电脑和出库关联软件组成。
(2)可以实现出库信息显示和打印出库单。
需要说明的是,本系统只能实现本生产线的关联信息共享,对于将来整个库房的管理,需要招标方另外配套引进管理系统。
总控柜与生产线自动控制系统
1、整个生产线的总控制柜。
2、整个生产线的电气控制系统,包括PLC控制软件,以及光电开关、检测开关等各控制元器件等。

潍坊市东致环保设备有限公司
联系人:王经理
联系电话:15910111013
电话:0536-7599911
网址:www.wfdzhb.com
地址:山东省潍坊经济开发区长松路与清源街交叉口北100米

微信二维码
手机站二维码







 当前位置:
当前位置:
 半自动水溶肥生产线
半自动水溶肥生产线 袋装液体水溶肥成套设备
袋装液体水溶肥成套设备 全自动粉剂水溶肥成套设备
全自动粉剂水溶肥成套设备 全自动水溶肥包装生产线
全自动水溶肥包装生产线 首页
首页
 产品
产品
 电话
电话